
Situation
Built over 50 years ago for high sulfur fuels, the coal yard was outdated and required ongoing maintenance. In addition, significant upgrades, both mechanical and electrical, were required to comply with both current codes and corporate safety mandates for handling and burning PRB coals.
Benetech Advantage
The plant was looking for NEW value-added ideas that would incorporate cutting-edge technologies at an affordable cost. By developing/utilizing new unloader technology and effective transfer chutes, Benetech was able to provide a solution that fit within the budget of Ameren( bringing the project back from the shelf) and met all objectives. Additionally, Benetech works well in situations where TEAMING with the customer brings more dialogue and success.
Driving Objectives and Results Achieved:
- Objective: PRB Coal Safe System
Results: Utilized PRB Best Practices (significant input from Benetech). Electrical MCC is located remotely from System. Reclaim machine design unfolds upward for maintenance and cleaning purposes. The shallow reclaim vault has NO tunnel with no skirtboards required. Transfer Systems utilize dust mitigation techniques with no harboring of fines. Valve activated wash down system included within the vault along with a slight grade for easy drainage. - Objective: Cost-effective solution (capital and O&M costs)
Results: With less infrastructure modification required, a project savings of over 200% lower cost was realized. This was due to the elimination of several conveyors and a new Shallow Dozer Trap, certified for use through a partnered approach for developing design, supply, and construct. - Objective: Replaced aged coal yard to reduce Risk Index
Results: Elimination of all but one pre-existing conveyor system. Allowing for 5 existing conveyors to be abandoned, including 2 transfer houses (one crusher) and one lengthy reclaim tunnel. Transfer points were reduced from five to three (including reclaim and crusher) to achieve the same objective. Antiquated MCC was also replaced as part of this project. - Objective: Minimize outage requirements for cut-over
Results: All work performed during non-fueling periods. The minimal outage was required during the cut-over period due to careful planning and coordination.
Benetech Scope
Design:
- Responsible for Design/Engineering of project. Design for drives, counterweights, etc., on existing equipment.
- Development of SN#1 Shallow Dozer Reclaimer
- Procurement and Construction Management.
- Developed Concept with Plant Professionals
TDM® (Total Dust Management) Solutions:
- InteliFlo®, J-Glide, and Reach Hood.
- Suppression
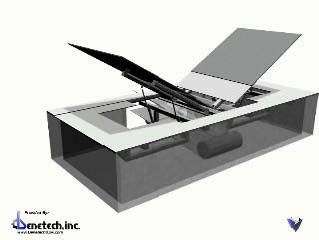
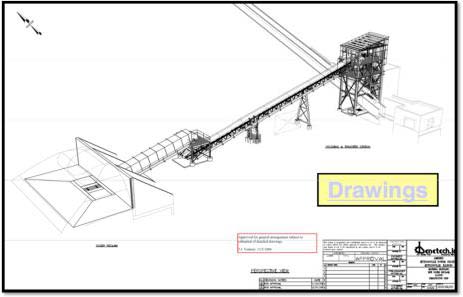
 Upper left: Crush House with Reach Headchute to feed Granulator and J-Glide to feed existing belt beneath; Center: Transfer from Dozer Trap Feeder Conveyor to Slope Conveyor; Right: Shallow Dozer Trap was developed to prevent PRB Coal Harboring and provide 12’x30′ live reclaim footprint with sliding plates which bring material to perpendicular feed belt. The trap is only 5′ deep.
Upper left: Crush House with Reach Headchute to feed Granulator and J-Glide to feed existing belt beneath; Center: Transfer from Dozer Trap Feeder Conveyor to Slope Conveyor; Right: Shallow Dozer Trap was developed to prevent PRB Coal Harboring and provide 12’x30′ live reclaim footprint with sliding plates which bring material to perpendicular feed belt. The trap is only 5′ deep.
Planning
Considered the most vital step, the planning, and conceptual engineering was accomplished by close TEAM relationships between plant and Benetech Engineers. This contributed great advantages during the innovation stages, allowing communication of ideas and operating criteria, as well as change-over implementation without downtime. Shown in the middle image is the maintenance position of the sliding plates, giving full access to the shallow vault below and precluding the need for a subgrade tunnel. PRB Coal SAFE!


Careful Execution
As the engineering identified bent and foundation locations, the civil, structural engineers and geotechnical supplier were on-site, coordinating footing/piling requirements. A thorough subgrade examination of every footing/piling location was performed to ensure all conflicts were cleared or adjusted. A similar “archeological” exercise was performed in the MCC for analysis of old wiring.




Highlights
Left to right. Dozer trap push-wall stands 25′ tall +6’skirt. The wall was built to enable a large accumulation of coal. This, plus the 30’x12′ live area of the feeder underneath, provided adequate live tons. Next, the Inteliflo transfer shows its effectiveness in cutting dust emissions. Next, the skidable MCC provides a well built enclosure in a location remote from pile dust, etc. The MCC provided replacement starters for the adjacent MCC which was abandoned. The MCC cutover was another item which required careful orchestration. Finally, the crusher building was located over an existing conveyor allowing a quick cut-over. The crusher (Granulator) minimizes the over-generation of fines.

